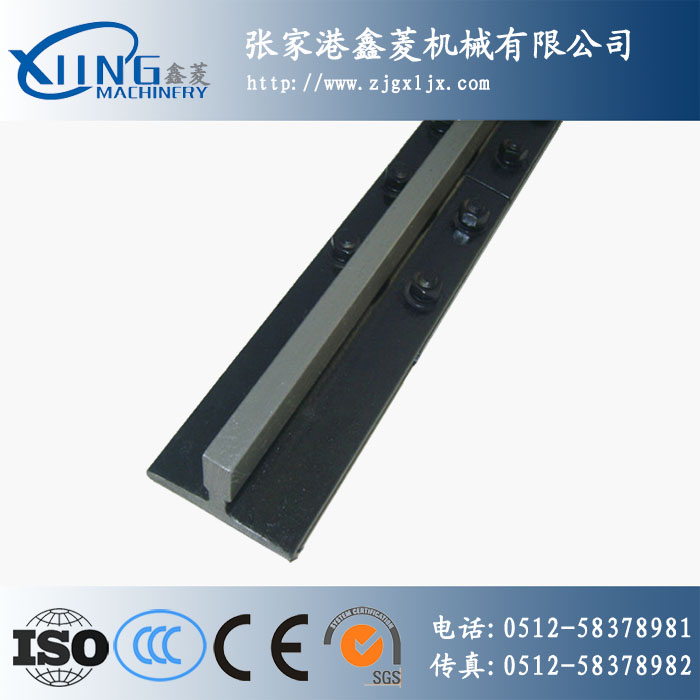
导轨应采用JJ49-87标准中所规定的材质为A3钢的专用T形
电梯导轨,速度小于0.4米/秒的电梯也可用经校直的热轧型钢作导轨。
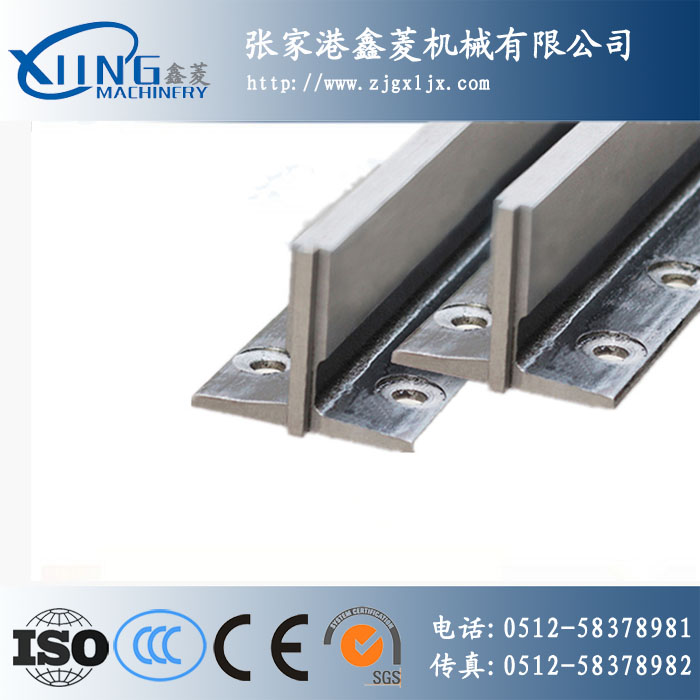
〈1〉安装前应清洗电梯导轨工作表面及两端榫头,并检查导轨的直线度不大于0.6/5000,且单根导轨全长偏差不大于0.7毫米。不符要求的导轨应该用导轨校正器校正。每根符合要求的导轨应在榫头端装上接导板。
〈2〉电梯导轨由下向上逐根安装,应用滑车吊装,导轨应用压板固定在导轨架上,不应采用焊接或螺栓连接。轿厢导轨与设有安全钳的对重导轨的下端应支承在地面坚固的导轨座上。第一段导轨装好后将第二段导轨吊下来使其下端与第一段导轨的接导板上端用螺栓螺母垫口卷紧固。
〈3〉导轨的校正
电梯导轨吊装定位后,应在已装好的轿厢和对重导轨中各选一根作基准,用初校卡板校核。以离开导轨前面20~30毫米处样板架所悬挂下垂的导轨中心铅垂线为依据,将导轨的垂直度与工作侧面调整达到规定的要求。也可用双线调整法,在导轨的前面和工作侧面各挂一根铅垂线,用直尺测量两边的尺寸,并将导轨调整到规定的位置。基准导轨定位后,即可据以为基准用专用找导尺调整导轨距和一对导轨工作侧面间的平行度。
〈4〉导轨安装调整的技术要求
①每根导轨侧工作面对安装基准线的偏差,轿厢导轨和设有安全钳的对重导轨每5m不应超过0.6mm,不设安全钳的T型对重导轨每5m不应超过1.0mm。
②导轨接头处允许台阶不大于0.05mm;如超过0.05mm则应修平,不设安全钳的对重导轨接头处台阶应不大于0.15mm,如超差亦应修光。导轨接头处的修光长度150mm以上。
③导轨工作面接头处不应有连续缝隙,且局部缝隙不大于0.5mm。不设安全钳的对重导轨接头处缝隙不得大于1mm。
④两根对应导轨间的轨距(L)的偏差为:轿厢导轨轨距偏差 +2mm;对重导轨轨距偏差 +3mm
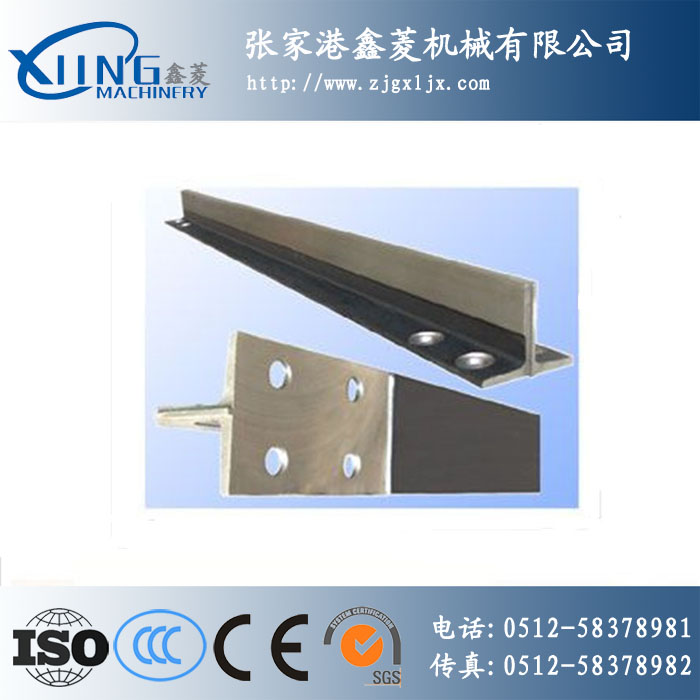
〈5〉当采用热轧型钢(角钢)作导轨时,应采用不同的连接方式。安装时先将型钢导轨位置基本调整到符合要求的位置,先用c字轧头使其牢固定位,然后在现场配钻螺孔,钻孔直径应比螺栓直径放大1~2毫米,以便装配时加以调整之用。其固定方法可不用压导板固定而直接用螺栓使导轨与支架连接。其余要求均与T型导轨相同。